第一部分:打磨的历史进程演变:
a、远古的打磨历史进程

远古人类的打磨技术是一个漫长而伟大的技术革命,它标志着人类从简单使用自然物,进入了能够系统性地改造和优化工具的时代。简单来说,远古打磨技术的核心是:通过持续的、有角度的敲击和摩擦,剥离石器表面微小的碎片,使其变得薄、锋利、规整和好用。
下面我们分阶段和步骤来详细解释:
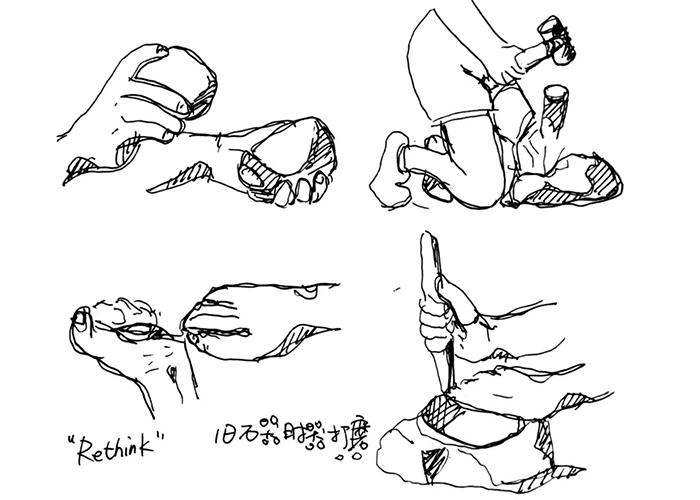
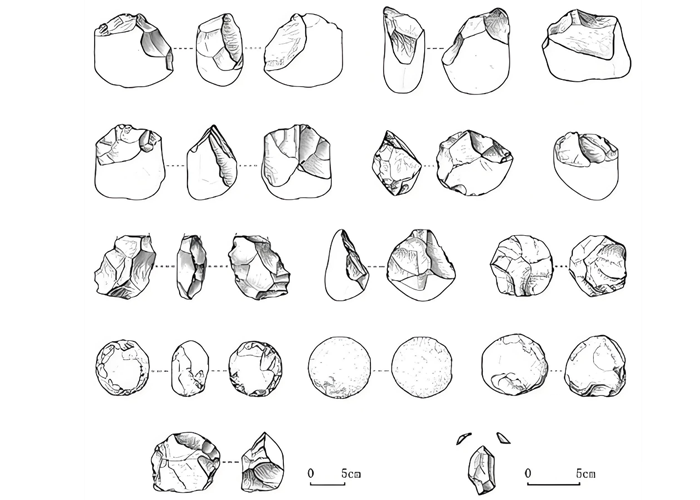
1、第一阶段:旧石器时代早期——简单的“打制”。在打磨技术出现之前,人类主要使用“打制”技术,比如著名的“奥杜威技术”和“阿舍利技术”。
方法:直接用一个石块(锤石)去敲击另一块石块(石核),通过精准的撞击,剥离下带有锋利边缘的石片。
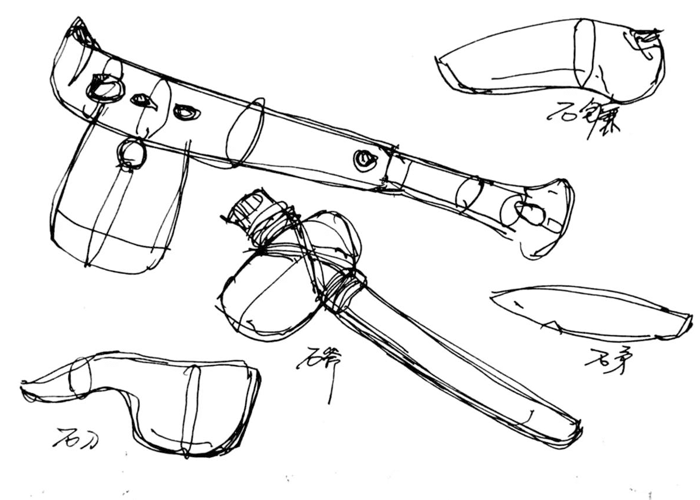
工具:制作出粗糙的砍砸器、手斧、石片等。各种刀具原型
特点:工具边缘呈锯齿状,不够规整,也不够锋利和耐用。这个阶段的核心是 “形制”,即打出基本的形状。
旧石器是与旧石器时代相始终,以打制技术为主要特征的人工石制品的通称。在我国,旧石器约出现在200万年前,结束于距今1万年左右。其制造方法有锤击法、砸击法、碰砧(zhēn)法等;类型有砍砸器、手斧、刮削器、尖状器、石核、石片、石锤等。西尤遗址出土的这8件旧石器,首次显露出淮北平原3万年前古人类活动的迹象。
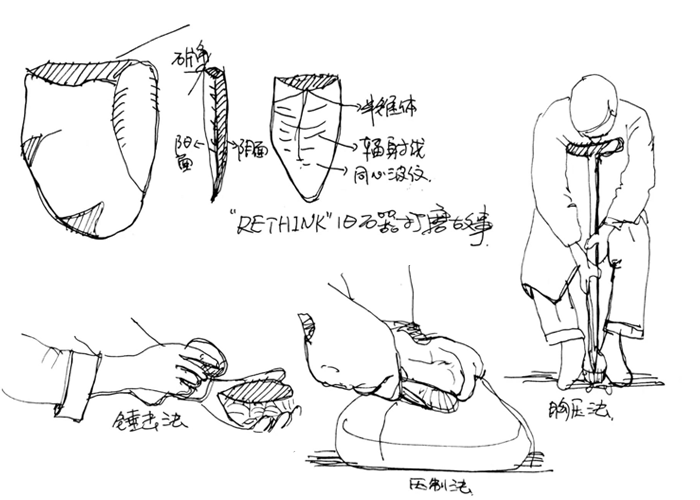
2、第二阶段:旧石器时代中晚期——压剥法与初步的“磨制”概念,随着技术进步,人类发明了更精细的“压剥法”和间接打击法,这可以看作是“打磨”的前身。
压剥法:不再用大力敲击,而是用一根骨头或鹿角的尖头,抵在石片的边缘,然后像杠杆一样用力压下去,从而剥离下非常细小、规整的石片。
作用:这种方法可以修整工具的边缘,使其变得非常锋利、规整,甚至可以制作出带有倒刺的精致矛头或石刀。这个阶段的核心是 “修整与锐化”。
3、第三阶段:新石器时代——真正的“磨制技术”革命,大约在1万年前,随着农业的出现和定居生活的开始,人类发明了真正的磨制技术。这是一次质的飞跃。
打磨的对象:
主要是石材,如砂岩、玄武岩等粒度较粗的石头,用来制作石斧、石锛、石铲、石磨盘等需要坚固和厚重刃口的工具。榔头、刀铲原型。
打磨的步骤:
打坯:首先,还是用传统的打制方法,从大石核上打下石片,初步打出工具的基本形状(毛坯)。这一步决定了工具的雏形。
琢制:用一个小的石锤,轻轻地、密集地敲击毛坯的表面,一点点地琢去多余的部分,使工具的形状更加精确。对于需要穿孔的工具,也会在这个阶段开始钻孔。
磨制(核心步骤):这是最耗时但也最关键的一步。
磨石:需要一块砂岩(天然砂纸)作为磨石。砂岩表面粗糙,含有坚硬的石英颗粒。
方法:在磨石上洒上水和沙子(增加摩擦力),然后手持石坯在磨石上来回反复摩擦。
过程:这个过程非常漫长,可能需要数小时甚至数天。通过持续的摩擦,石器表面凹凸不平的部分被磨平,刃部变得非常光滑、锋利且坚固。
抛光(进阶步骤):为了达到更佳的效果,有时还会进行抛光。使用更细腻的磨石或皮革、兽皮蘸上细砂和水进行摩擦,使石器表面产生光泽,更加光滑,减少使用时的阻力。

。
为什么打磨技术如此重要?更锋利、更耐用:磨制石器的刃口是整体的平滑斜面,比打制石器的锯齿状边缘更坚固,不易崩缺,使用寿命更长。形状更规整、功能更专一:可以制作出形态固定、效率更高的工具,如扁平的石铲、有肩的石斧等,极大地提高了农业和木材加工的效率。开启了新材料加工的大门:打磨技术不仅用于石器,后来也应用于玉器、骨角器的加工,为艺术和礼仪用品的诞生奠定了基础。
远古的打磨技术,是一个从 “打” 到 “磨” 的演进过程。打制:是减法成型,通过敲击去除大块材料。磨制:是表面优化,通过摩擦使表面光滑、刃口锋利。这项技术是人类智慧和耐心的结晶,它不仅仅是制造工具方法的改变,更代表了人类对自然材料控制能力的巨大提升,是文明进步的重要里程碑。
b、手工艺时代的打磨历史进程
我们来梳理一下手工艺时代打磨技术的完整历史进程。这是一个从服务于实用功能,逐步演变为追求极致精度和艺术美感的宏大故事。与之前主要围绕“石器”的讨论不同,手工艺时代的打磨涵盖了更广泛的材料,如玉石、金属、玻璃、木材等,其发展脉络也更为复杂。
以下是以中国为主线的打磨技术演进历程:
1、第一阶段:新石器时代 —— 磨制技术的奠基与玉器文化的萌芽 (约1万年前 - 约4000年前)这是打磨技术从无到有的开创期,核心驱动力是实用需求和原始宗教与权力象征需求。
工具打磨:
技术: 如上文所述,形成了“打坯 - 琢制 - 磨制”的完整工艺流程。主要使用砂岩等天然磨石。磨石、砂盘、砂轮的原型。
器物: 磨制石斧、石锛、石刀、石铲等。光滑锋利的刃口大大提高了农业生产和木材加工效率。
玉器打磨:
突破: 打磨技术首次应用于非实用性的珍贵材料——玉石。玉的硬度更高,加工难度极大。
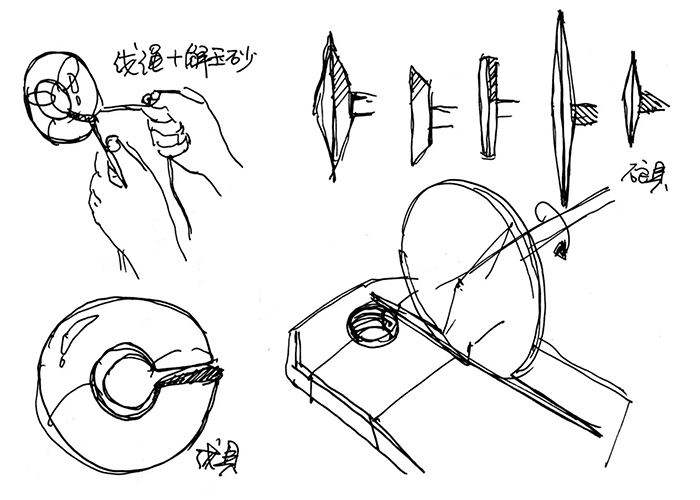
技术: 使用了“解玉砂”(如石英砂、石榴石砂等硬度更高的沙粒)作为中间介质,用水调和,用木、骨、石等工具带动解玉砂来回摩擦,从而切割和打磨玉石。这实际上是“微切削”过程。(研磨砂、砂纸、砂盘的原型)
意义: 打磨使温润的玉质得以显现,玉器成为沟通天地、象征权力的礼器(如红山文化玉龙、良渚文化玉琮)。此时,打磨已不仅是技术,更是文化的载体。
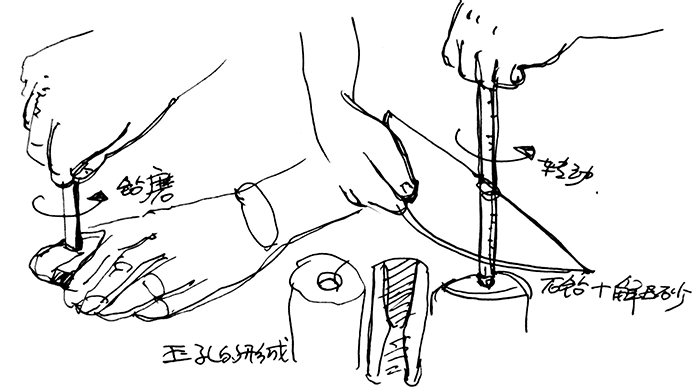
第一种方法:因解玉砂粗细问,钻棒的转动不稳定原因,用力不均匀等情况,会造成粗看孔道规整,细看还是有深浅不易现象与不稳定性。玉石孔内会留下钻孔钻过的痕迹。钻+解玉砂结合的方式是钻床、台钻的原型。
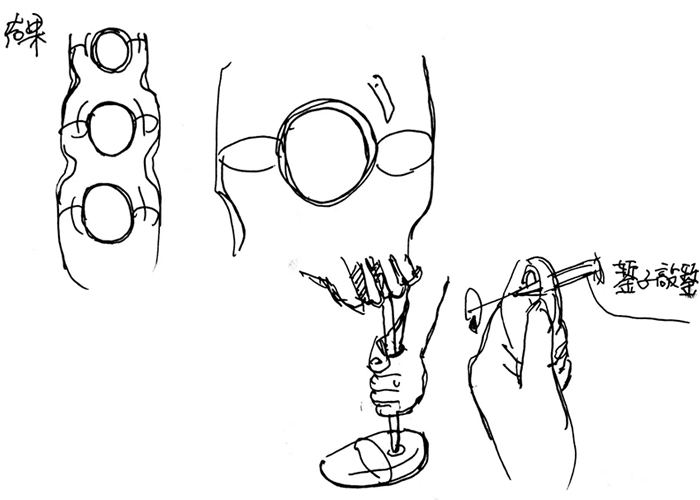
第二种方法:制造一件玉器,首先在玉片上磨出小孔 然后再用錾子敲錾圆孔,这个步骤要慢,防止炸裂,使孔扩大。 基本成型后,最后用磨棒修整孔缘,达到圆润效果 但是这样的孔也有个弊端,那就是孔不规则圆。(手工钻、锉刀原型)
2、第二阶段:青铜时代 —— 金属加工驱动下的打磨革命 (夏商周 - 春秋战国)。青铜器的出现,对打磨技术提出了新的要求,也提供了新的工具。
青铜器打磨抛光:
需求: 铸造出的青铜器表面粗糙,有范线、毛刺,需要修整。更重要的是,贵族需要光洁闪亮的器物以彰显地位。
技术: 使用坚硬的砂岩磨石修整器形,可能已开始使用粒度更细的磨石进行初步抛光。最终抛光很可能使用了植物纤维、兽皮等柔软材料。
玉器打磨的精细化:
技术: 由于青铜工具更坚固,可以更好地固定和解玉砂,玉器打磨的精度和效率提高。出现了更加精美的纹饰打磨,如商代玉器的“双钩挤阳”纹,需要极高的打磨技巧。
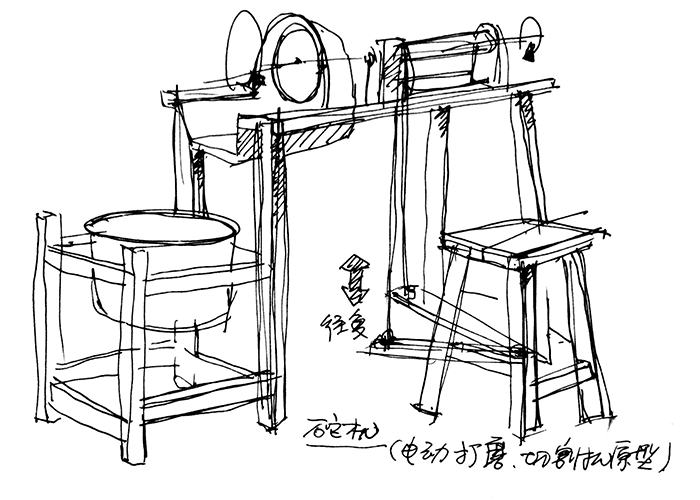
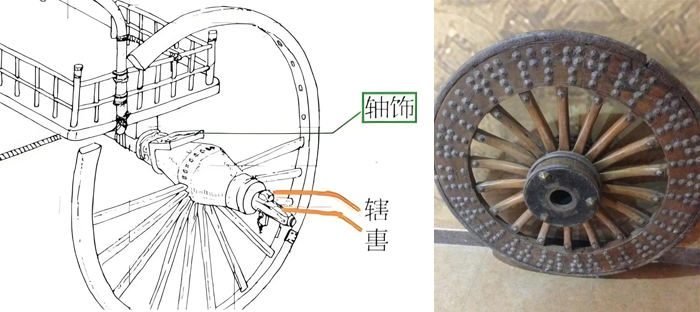
重要发明——砣机:电动打磨机、电动切割机原型
这是打磨史上划时代的发明。 砣机是一种旋转的圆形工具(砣),通过绳索带动,蘸取解玉砂来切割、钻孔和打磨玉石。
影响: 它将手工的往复运动变为连续的旋转运动,极大地提高了效率和稳定性,为后世玉器、石雕的精细加工奠定了基础。
3、第三阶段:铁器时代至宋元 —— 技术体系的成熟与应用的多元化 (秦汉 - 宋元)。
铁制工具的普及和手工业的蓬勃发展,使得打磨技术走向系统化和专业化。铁制工具的打磨: 铁器刃口的打磨和保持成为日常必需,促进了磨刀石产业的细分,出现了从粗磨到精磨的不同粒度磨石。
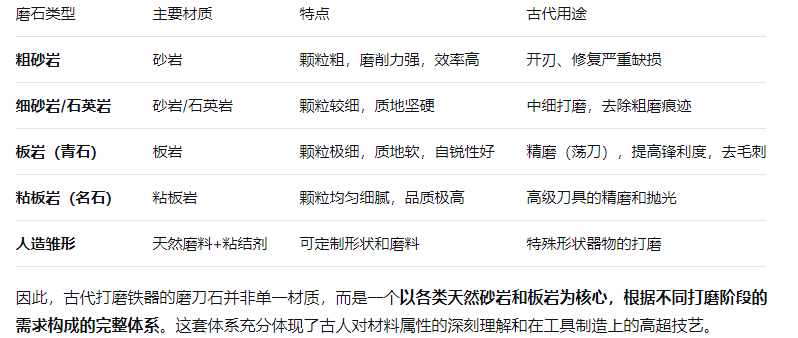
打磨工艺:“由粗到细”的智慧,古人打磨铁器绝非只用一块石头,而是有一套完整的工艺流程,与现代金属加工原理一致.
粗磨(整形):使用粗颗粒砂岩,快速去除多余金属,修复崩口,确定刃口角度。
细磨(打磨):使用细颗粒砂岩或石英岩,去除粗磨留下的深划痕,使刃口初步变得平滑。
精磨(荡刀/抛光):使用板岩(青石) 或更高级的粘板岩,进行最终的精磨。这个阶段能磨出极锋利的刃口和光洁的表面。通常会蘸水使用,称为“水磨”,水能带走磨屑,防止堵塞磨石表面,并起到冷却作用。
(目数概念,砂纸目数,粗磨对应小目数,精细磨对应大目数,光滑对应研磨)
玉器打磨的巅峰:
砣机不断改进,加上铁砣的使用,使得玉器打磨能力达到新高度。汉代玉器“汉八刀”的简洁有力,唐代玉器的圆润饱满,都离不开精湛的打磨抛光技术。(雕刻刀、电动雕刻打磨机原型)。
其他领域的应用:
漆器: 对胎体(木、夹纻)的平整度要求极高,需要精细打磨。更重要的是“推光”工艺,在多层上漆后,用细灰、油脂等反复打磨,形成镜面般的光泽。(上蜡、上漆、打磨、抛光)
铜镜: 铜镜的照容功能完全依赖于镜面的平整度和光洁度。工匠发展出了一套复杂的打磨抛光工艺,使用多种不同粒度的磨石和抛光剂,使其能清晰地映出人影。(打磨、抛光)
瓷器: 虽然瓷器光泽主要靠釉,但瓷土胎体的修坯(旋坯)本身就是一种在转轮上的打磨过程。
理论总结: 明代《天工开物》等著作对传统手工业技术进行了系统总结,其中包含了大量关于打磨(如琢玉、冶铸后的清理)的记载。
第四阶段:明清时期 —— 古典手工艺的极致与内敛
这是中国传统手工艺打磨技术的集大成时期,追求“工巧匠意”和材料本身的美感。
玉器:“乾隆工”的典范。打磨抛光技术达到历史最高水平。器物无论大小,都要求“碾磨细琢”,线条流畅,地子平整,表面光洁度极高,呈现出“玻璃光”效应。打磨已完全融入雕刻艺术,成为不可或缺的一环。
硬木家具:
明代硬木家具(如黄花梨、紫檀)的巅峰美感,很大程度上来源于其打磨工艺。工匠用锉草(木贼草)、砂叶(一种粗糙的树叶)等天然材料,进行无数次打磨,直到木材表面如婴儿肌肤般温润,能充分展现木材的纹理和质感。
景泰蓝:在点蓝、烧蓝之后,需要将表面的釉料磨平,使金属丝线与釉面高度一致,最后还要对露出的金属部分进行抛光,工序极为繁复。
手工艺时代打磨技术的特点总结:
经验驱动: 全靠工匠代代相传的经验和手感,没有量化标准。
工具简单: 主要依赖磨石、砣机、解玉砂、兽皮、植物纤维等天然或简单人造工具。
材料多样: 针对石、玉、木、金属、漆器等不同材料,发展出截然不同的打磨工艺和磨料。
艺用合一: 打磨不仅是最后一道工序,也常常贯穿于制造过程的始终,与造型、雕刻紧密结合。
文化内涵: 打磨所追求的光洁、温润、平整,不仅是为了好用,更融入了东方文化中对“内敛”、“圆融”、“精光内含”等品质的审美追求。
手工艺时代的打磨史,是一部人类用耐心和智慧,不断探索材料极限,赋予其形、其神、其美的历史。它为工业时代的机械打磨奠定了全部的技术和认知基础。
c、工业化时代的打磨历史进程
工业化时代的打磨历史进程,本质上是一部从“技艺”到“技术”,再到“智能”的演进史。它不仅是工具和方法的变革,更是生产力、生产关系乃至整个社会形态变革的缩影。
我们可以将这个过程分为以下几个关键阶段:
第一阶段:前工业化时期与工业化萌芽(18世纪末以前)—— 依赖工匠的手工技艺在工业革命之前,“打磨”完全依赖于工匠的个人技能和经验。
工具: 主要是锉刀、砂石、磨石等简单手动工具。
动力: 纯粹的人力。
特点:
技艺导向: 产品质量完全取决于工匠的“手感”和多年积累的经验。
一致性差: 没有标准,每一个零件都是独特的,无法实现互换。
效率极低: 耗时漫长,适合定制化生产,无法满足大规模需求。
应用: 主要用于刀具、武器、钟表、珠宝等精密器具的最后精加工。
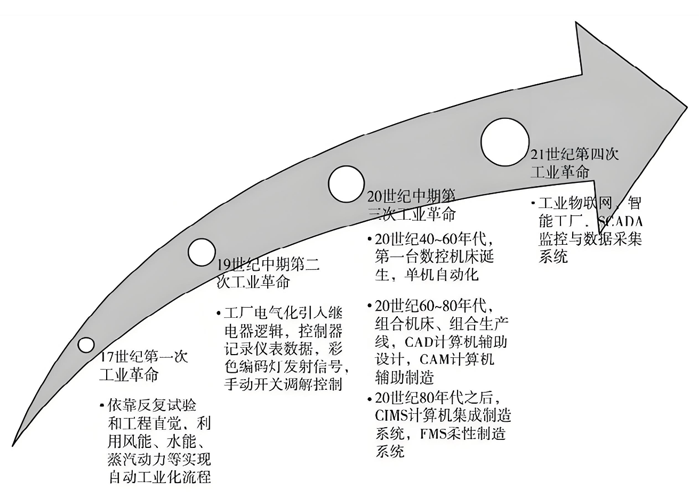
第二阶段:第一次工业革命时期(18世纪末 - 19世纪中叶)—— 机械化的开端
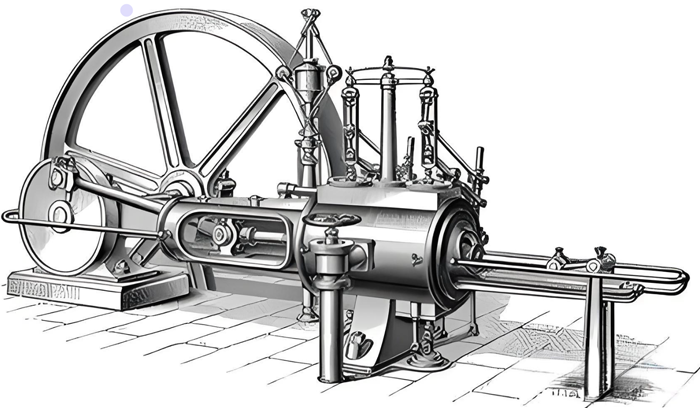
蒸汽机的发明为机械提供了动力,工厂系统开始出现,对零件互换性提出了初步要求。
核心驱动力: 蒸汽动力和工厂制度。
关键创新:
砂轮的诞生与应用: 人们开始制造出由动力驱动的砂轮,这是打磨机械化的第一步。最初是借助水轮或蒸汽机通过天轴、皮带传动驱动砂轮机。
“美国制造系统”: 为了大规模生产武器(如惠特尼的步枪),提出了“可互换零件”的概念。这要求零件的加工(包括打磨)必须达到一定的精度标准,从而推动了标准化和机械化打磨的需求。
特点:
动力机械化: 用机械动力替代了人力,效率得到提升。
初步标准化: 为了零件互换,对打磨的尺寸和形状有了初步要求。
精度有限: 此时的机械设备仍然粗糙,精度控制主要依赖机械挡块和工人的经验。
第三阶段:第二次工业革命时期(19世纪下半叶 - 20世纪初)—— 磨床的诞生与精加工科学的建立电力的广泛应用和钢铁、汽车工业的崛起,对零件的精度、硬度和表面质量提出了更高要求。
核心驱动力: 电力、汽车工业、大规模生产。
里程碑事件:
磨床的发明: 大约在1860年代,出现了第一台专门用于金属加工的磨床。这标志着“磨削”成为一门独立的、科学的加工学科。
特点:
专业化: 磨床成为一类独立的机床,用于完成特定的精加工任务。
科学化: 人们开始研究磨削机理、磨料种类、粒度、结合剂等,形成了磨削工艺的理论基础。
精度提升: 能够稳定地加工出公差在百分之一毫米级别的零件。
人造砂轮: 1891年,美国人爱德华·古奇发明了碳化硅的人造磨料,随后又出现了氧化铝磨料。这使得砂轮的性能、成本和供应得到了革命性改善,为高效磨削奠定了基础。
轴承工业的推动: 汽车工业需要大量高精度、高光滑度的轴承,这极大地刺激了精密磨削技术的发展。
第四阶段:20世纪中叶(二战前后)—— 自动化与数控化的兴起.第二次世界大战对军备的大规模、高精度需求,以及战后电子技术的发展,推动了自动化进程。
核心驱动力: 战争需求、电子技术、自动化控制。
关键发展:
精密磨床与自动化: 出现了配备自动测量和补偿装置的精密磨床,实现了半自动化生产。
数控(NC)技术的引入: 1950年代,随着数控技术的出现,磨床也开始向数控化方向发展。最初是简单的点位控制,后来发展到轮廓控制。
新磨削工艺: 如无心磨削、双端面磨削等高效工艺得到广泛应用。
特点:
自动化水平提高: 减少了对人力的依赖,提高了生产效率和一致性。
加工能力扩展: 能够加工各种高硬度材料(如硬质合金、陶瓷)。
CNC的萌芽: 为后来的高精度、复杂形状加工铺平了道路。
d、信息化智能化时代的打磨历史进程
20世纪末 - 21世纪初—— 高精度、高效率与柔性化.计算机技术的飞跃使得数控系统变得强大而廉价,全球化竞争对质量和效率提出了极致要求。
核心驱动力: 计算机技术、全球化市场竞争、高质量要求。
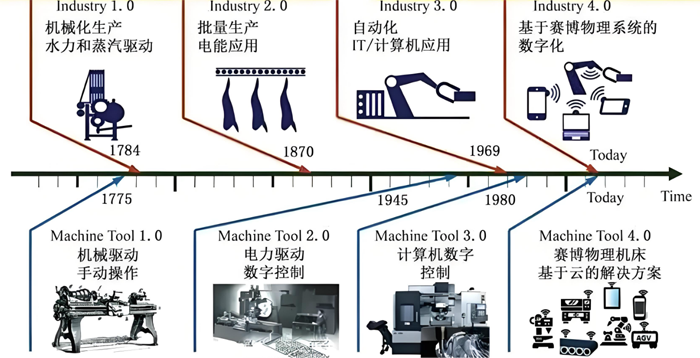
技术演进:
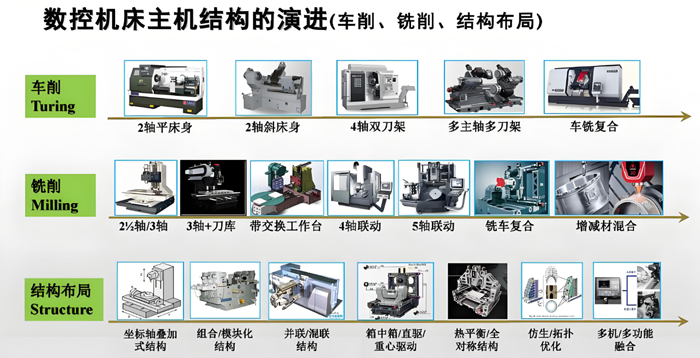
北京航空航天大学 刘强教授《数控机床发展历程及未来趋势》报告分享图
计算机数控(CNC)磨床成为主流: 可以实现复杂曲面(如涡轮叶片、模具)的精密磨削。
超硬磨料的应用: 立方氮化硼(CBN)和金刚石砂轮广泛应用,使得磨削效率、寿命和加工质量得到巨大提升。
高速磨削、超精密磨削: 磨削技术向两个极端发展——追求极高效率的高速磨削和追求纳米级精度的超精密磨削。
自动化集成: 磨床与机器人、自动上下料系统集成,成为柔性制造单元(FMC)或柔性制造系统(FMS)的一部分。
特点:
数字化与柔性化: 通过修改程序即可加工不同零件,适应小批量、多品种的生产模式。
精度极限化: 进入亚微米甚至纳米级加工领域。
过程监控与智能化雏形: 开始使用传感器对磨削过程(如声发射、功率)进行监控。
当前与未来—— 智能化与可持续化(工业4.0)
我们正处在这个阶段的起点,数据、连接和人工智能成为新的驱动力。
核心驱动力: 物联网、大数据、人工智能、可持续发展。
发展趋势:
智能磨削: 基于大数据和AI模型,实现工艺参数的智能优化、砂轮状态的智能预测、加工质量的在线预测与闭环控制。
数字孪生: 在虚拟空间中构建磨削过程的数字模型,在实际加工前进行仿真和优化,大幅减少试错成本。
增材-减材复合制造: 将3D打印(增材制造)与精密磨削(减材制造)结合,一次性完成复杂零件的制造与精加工。
绿色与可持续磨削: 使用低温磨削、最小量润滑、干式磨削等技术,减少切削液的使用,降低环境影响。
特点:
从“自动化”到“自主化”: 系统具备自感知、自决策、自执行、自学习的能力。
数据驱动: 工艺决策基于海量数据分析和AI算法,而非完全依赖人的经验。
全生命周期管理: 关注从砂轮制造、使用、修整到报废的全过程。
总结
工业化时代的打磨进程,是一条清晰的演进路径:
工具上: 从锉刀、砂石 → 动力砂轮 → 专业化磨床 → CNC磨床 → 智能磨削单元。
动力上: 从人力 → 蒸汽力 → 电力 → 数字指令。
控制上: 从工匠手感 → 机械挡块 → 模拟控制 → 数字控制(NC/CNC)→ 人工智能(AI)。
目标上: 从实现基本形状 → 保证零件互换 → 追求高精度高效率 → 实现智能化和可持续化。
这个过程完美地体现了工业化从机械化、电气化、信息化到智能化的核心发展脉络,是“制造”走向“智造”的一个经典范例。
第二部分:打磨工具历史、分类及应用
打磨材料历史:
最早的实践者:13世纪的中国人,他们创造了砂纸的原始概念。专利奠基人:约翰·奥克伊,他在1833年获得了首个砂纸专利。产业化推动者:艾萨克·费舍尔等人,他们通过建立工厂,实现了砂纸的大规模生产和商业推广。
技术革新者:爱德华·艾奇逊(发明碳化硅)和3M公司等企业,他们通过引入人造磨料和改进制造工艺,塑造了现代砂纸的面貌。砂纸是一个跨越数个世纪,由东西方多个发明家和公司共同完善的产物。
电动工具起源:

电动打磨机历史:
“电动打磨机”并非由某一个发明家在某一时刻单独发明。它的诞生是一个渐进式的演变过程,是多个关键技术突破和市场需求共同作用的结果。
1. 核心前提:电动机的发明 (19世纪)
没有电动机,就没有电动打磨机。迈克尔·法拉第等科学家在电磁学领域的奠基性工作,以及后来一系列工程师对实用化电动机的改进,为所有电动工具提供了最根本的动力来源。
2. 雏形初现:第一台电动工具诞生 (1895年)
公认的、最早投入市场的电动工具是德国 Fein 公司在 1895 年发明的电动手钻。

发明者:威廉·费恩 领导下的 C. & E. Fein 公司。
意义:这证明了将电动机小型化、便携化并用于驱动手持工具是可行的。它为所有后续电动工具,包括打磨机,铺平了道路。
3. 关键演变:从钻到磨
早期的电动工具主要是钻孔。将旋转运动转化为往复或轨道运动用于打磨,是下一个关键步骤。
1910年代 - 1930年代:随着电动机技术的成熟和家用电源的普及,一些公司开始生产基于旋转运动的砂轮盘或钢丝轮,可以视为最原始的角磨机或抛光机。
轨道砂光机:这种专用于木材表面处理的工具,其商业化生产要更晚一些。美国Skil公司在20世纪中叶左右开始推广用于木工的电刨和砂光机。

4. 革命性突破:便携性与专用化 (二战及战后)
第二次世界大战极大地刺激了轻便、高效工具的需求,尤其是在航空和造船领域。角磨机:德国AEG公司在 1954年 左右开始生产第一批专为金属加工设计的现代角磨机。它通过一个高速旋转的砂轮片进行切割、打磨和磨刷,成为了金属加工和建筑行业的标配。
随机轨道砂光机:这是电动打磨机领域的一个重大飞跃。它结合了旋转和轨道摆动,避免了传统纯旋转砂光机容易产生的划痕。虽然具体发明人难以考证,但它在 1970-1980年代 开始普及,并迅速成为木工和汽车修补行业的标准工具。奠基者:Fein 公司发明了第一台商用电动工具,为电动打磨机提供了可能性。
关键推动者:像 AEG、Skil、Black & Decker 等公司在20世纪中叶前后,针对不同的市场需求(金属加工、木工),发展和完善了各种类型的电动打磨机(如角磨机、轨道砂光机),并将其推广普及。电动打磨机是一个时代的产物,是众多工程师和企业共同创新的成果,而非单一发明家的杰作。
打磨机可以根据动力来源、工作原理和应用场景进行多种分类。以下是主流的分类方式及其典型应用:
一、按动力来源分类
- 电动打磨机:最常见,分为有线式和充电式。
- 优点:功率大,持续工作能力强,种类繁多。
- 缺点:有线款受电源位置限制,充电款有电池续航问题。
- 2.气动打磨机:需要连接空气压缩机使用。
- 优点:功率重量比高,结构简单耐用,无电火花(防爆,适合易燃环境),过热风险低。
- 缺点:需要配备空压机和气管,使用成本高,有噪音。

- 3.手动打磨:如砂纸、打磨块等。
- 优点:成本极低,控制精细,无噪音和粉尘飞扬(如果配合水磨)。
- 缺点:效率极低,劳动强度大。
- 二、按工作原理和运动方式分类(这是核心分类)


第二部分:桌面小型打磨机有哪些可以选择?
这里的“桌面小型打磨机”通常指适合在工作台、桌面上使用,进行模型、手工、珠宝、木工小件等精细作业的工具。它们大多是直磨机和小型多功能组合工具。
主要品牌和型号推荐:
1. 专业精密品牌(精度和可靠性高)
FESTOOL:全球享有盛名的气动、电动及工厂车间用专业工具系统的生产与供应商- 德国 牧田 / Makita: 其旗下的牧田 和 达美 / Dremel 是这一领域的绝对王者。
- Dremel 3000 / 4000 / 4300: 最经典的选择。型号越新,功能越多(如无级变速、电子反馈、配件更丰富)。通用性强,从雕刻、切割到打磨、抛光都能胜任。
- Dremel 8220 / 8250: 充电款,摆脱电线束缚,非常适合需要移动的小项目。
- Dremel Stylo+: 笔形设计,更轻巧,适合美甲、精细手工和轻量打磨。

- 德国 博世 / Bosch: 其GRO 系列是Dremel的直接竞争对手,品质同样出色。
- Bosch GRO 12V-35 / 10.8V: 性能强劲,配件系统丰富,人体工学设计优秀。
日本 万宝至 / MABUCHI: 很多品牌工具的核心电机供应商,其自有品牌工具也以稳定耐用著称。

2. 高性价比品牌(适合入门和轻度使用)
- 科麦斯 / Proxxon(德国品牌,但有很多国产对标产品)
- 威克士 / WORX: 旗下的WX系列有一些不错的笔形工具。
- 宝工 / Pro'sKit: 台湾品牌,在精密工具领域口碑很好,性价比高。
- 各类国产品牌: 如“杰伦特”、“奥奔”等,在电商平台有大量选择,价格非常便宜。缺点是精度、耐用性和振动控制可能不如国际大牌,但完全能够满足非专业用户的偶尔使用。

- Proxxon 专业士: 在这个细分领域是顶级品牌,如 Proxxon Micromot 50/E 组合工作站,精度极高,是模型爱好者的梦幻装备。
- 国产组合工作站: 有很多模仿Proxxon设计的产品,价格亲民,适合初学者体验。
3. 小型台式组合工具(真正的“桌面”工作站)
这类产品将一个小型电磨头固定在一个灵活的手臂或基座上,形成一个微型台锯、台钻、磨床的组合。
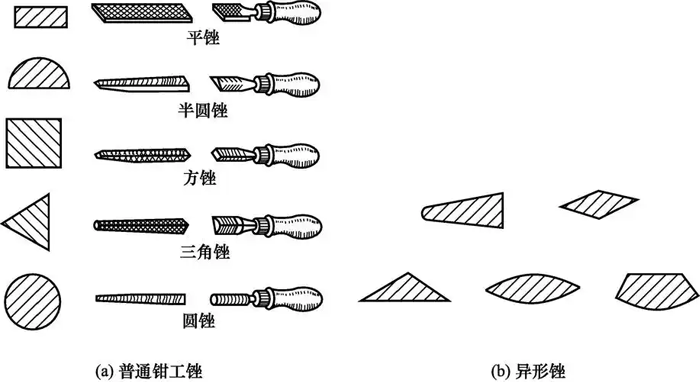
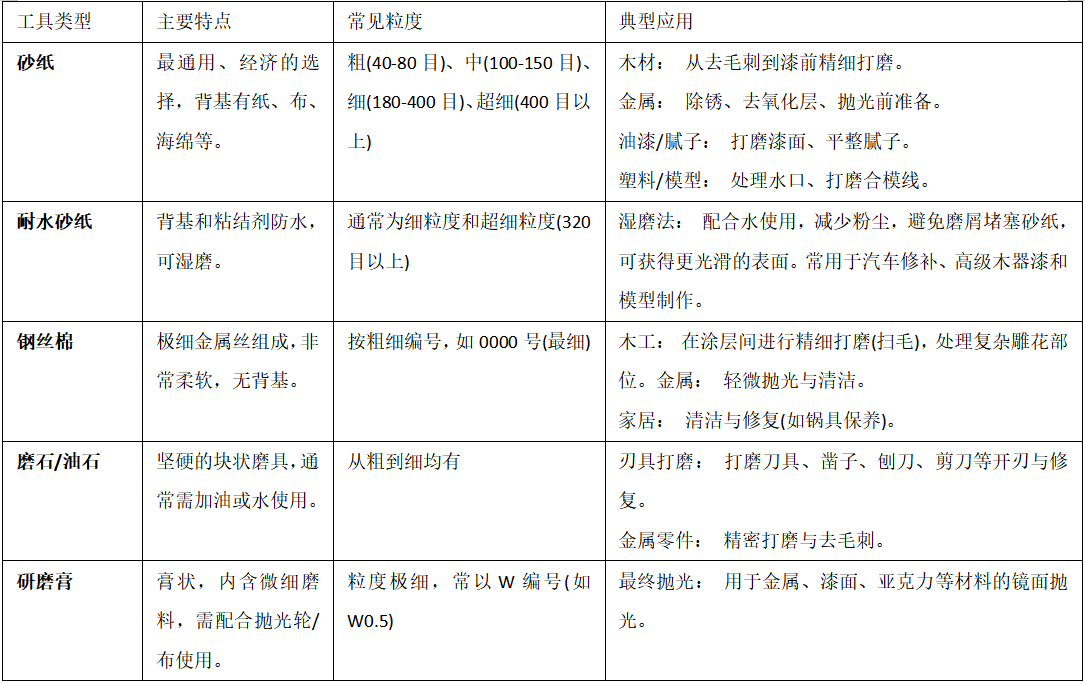
e、手工艺打磨工具
手工打磨工具主要分为 “磨料” 和 “磨具载体” 两大类。磨料是起切削作用的材料,而载体则是固定、支撑磨料或方便手持的工具。
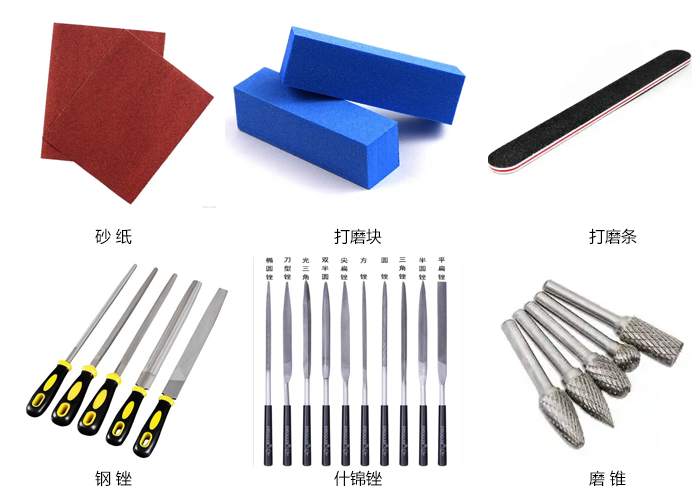
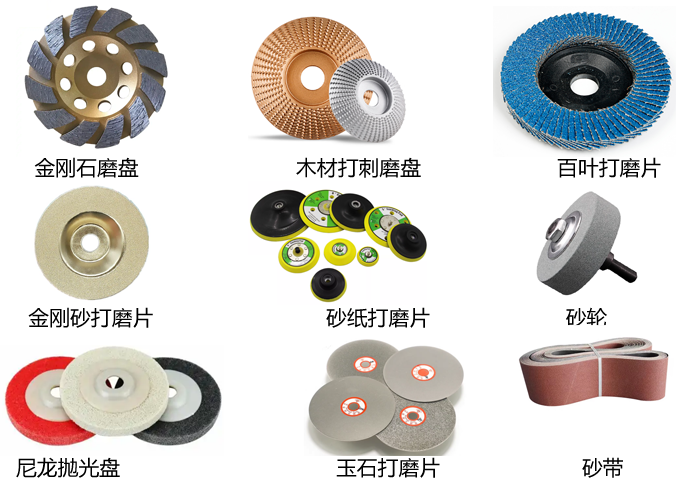
按工具形态与载体划分:这些工具用于固定磨料或本身集成了磨料,使打磨更高效、省力。
安全提示:打磨时务必佩戴 防尘口罩 和 护目镜,以防止吸入有害粉尘和保护眼睛。
f、电动工具打磨工具
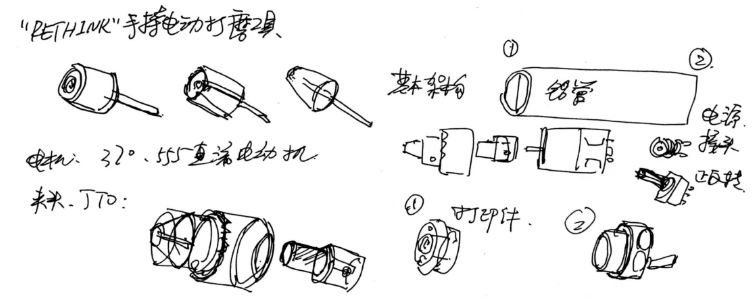
电动打磨工具的驱动力核心在于电机,不同类型的电机决定了工具的功率、扭矩、转速、体积、重量、成本以及最适合的应用场景。以下是电动打磨工具中常用的几种电机类型,及其特点和应用场景的详细分析。
电机:
有刷/串激电机:目前仍是有线、高转速、成本敏感型工具的主流,技术成熟,性价比高。
无刷电机:是无绳工具和专业级工具的绝对主流和未来方向,正逐渐向中端市场渗透。它代表了性能、效率和可靠性的顶峰。
感应电机:在固定式、大功率、持续运行的设备中不可替代,是工作室和工厂的“大力士”。
g、自制DIY工具打磨
自己动手制作和改进打磨工具是DIY的极大乐趣所在,它不仅能为你量身定制解决方案,还能大幅降低成本。
自制打磨工具的改进方向:改进的目标是提升效率、保障安全、增强功能、改善体验。
核心安全提示:在制作和改进过程中,特别是涉及电路和动力传动时,请务必做好绝缘和防护。使用时,防护眼镜、防尘口罩与手套是必不可少的保命装备。
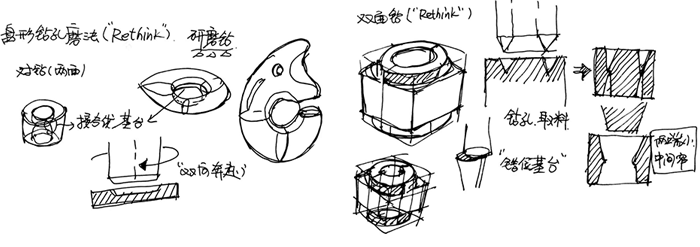
RETHINK/为爱好者打造的桌面手工艺工具品牌
如何选择适合你的桌面小型打磨机?(新锐品牌RETHINK)
1.明确需求和预算:
偶尔DIY,做手工 : 选择入门级的国际品牌或高性价比的国产品牌。
- 专业模型制作、珠宝加工: 木板、亚克力板、铝板、铁板等
- 除尘、水磨等:打磨机本身可以除尘,防护服,防护罩,水磨防护箱等
2.关注核心参数:
- 转速: 转速范围越广越好(如5,000 - 35,000 RPM)。低速适合打磨、抛光,高速适合切割、雕刻。
- 功率: 功率越大,扭矩越足,在重负荷下越不容易停转。
- 夹头规格: 最常见,通用性最强。确认其兼容的附件尺寸。
- 配件丰富度: 产品是否有丰富的打磨头、切割片、抛光轮等配件可供选择。
3.体验感:
- 重量和平衡: 工具是否称手,长时间使用会不会累。
- 振动控制: 好的工具振动小,这对于精细作业至关重要。
- 产品安放与收纳:产品一定重量,打磨过程不移位;收纳方便。
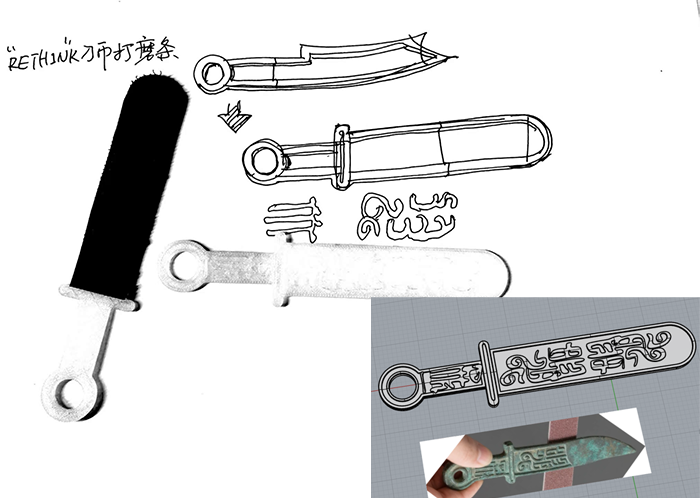
手工打磨工具:
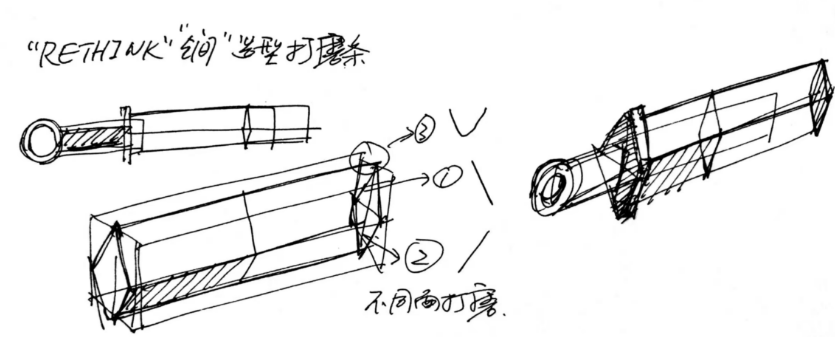
刀币造型的打磨条
锏造型的具有多角度打磨的打磨条
立式电动打磨工具:
手持电动打磨工具:
卧式电动打磨工具:平磨为主。
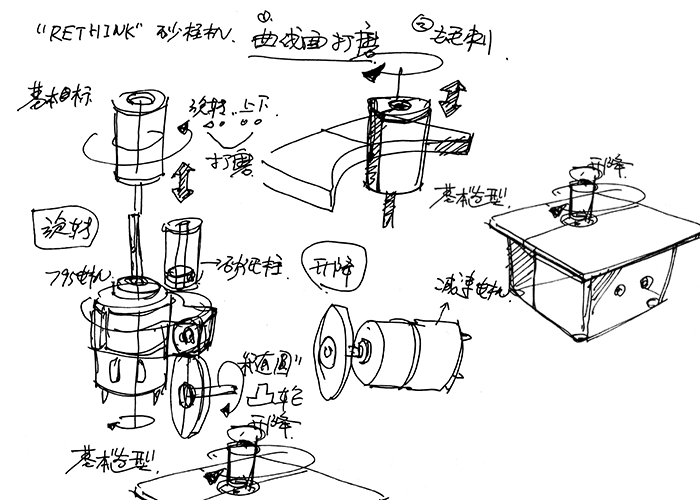
砂柱机:
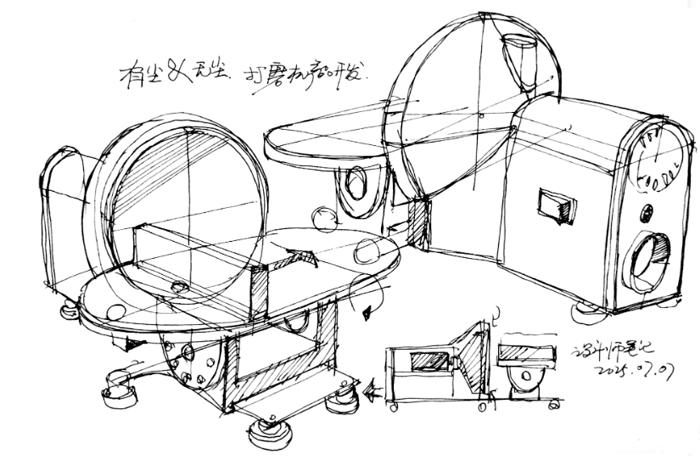
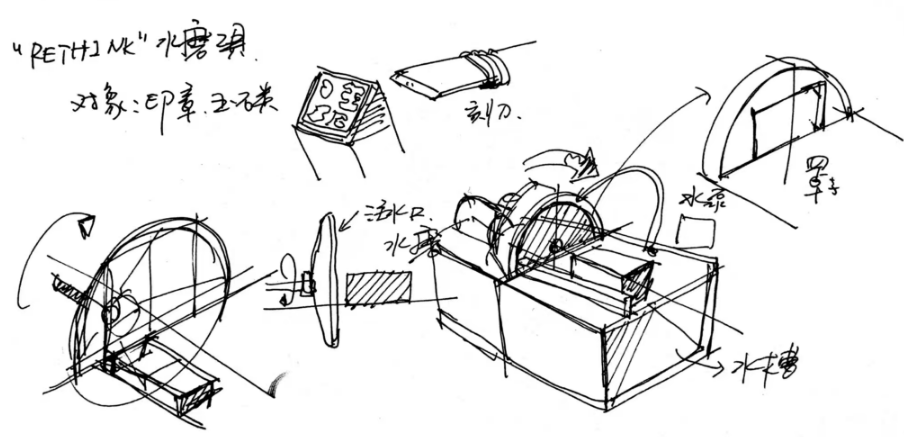
水磨电动打磨工具:
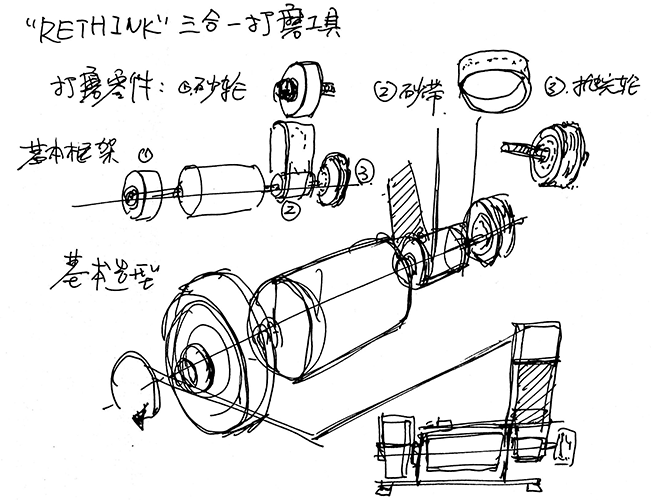
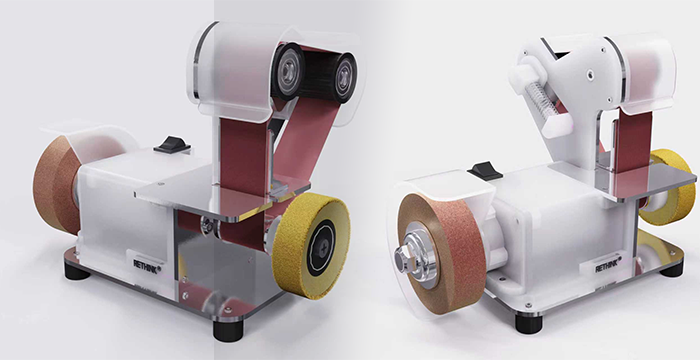
三合一电动打磨工具:



















 浙公网安备33010602000906号
浙公网安备33010602000906号